
е…ҲдҫҶзңӢдёҖеүҮйӢҒзҪҗиЈҪйҖ зҪҗиғҙзҡ„еҪұзүҮпјҢе…Ҳе°Үзҙ”еәҰйҒ”99.0%д»ҘдёҠзҡ„йӢҒеҚ·жІ–еЈ“еҮәдёҖзүҮең“зӣӨ вҶ’ йҖІиЎҢжІ–жқҜ вҶ’ жӢүдјёиЈҪиғҙ вҶ’ жҙ—зҪҗ вҶ’ еҲҮйӮҠ вҶ’ еҚ°еҲ·&дёҠе…ү вҶ’ е…§еұӨзҡ„йҳІиқ•еЎ—еұӨ вҶ’ зё®й ӯ вҶ’ зё®й ё…
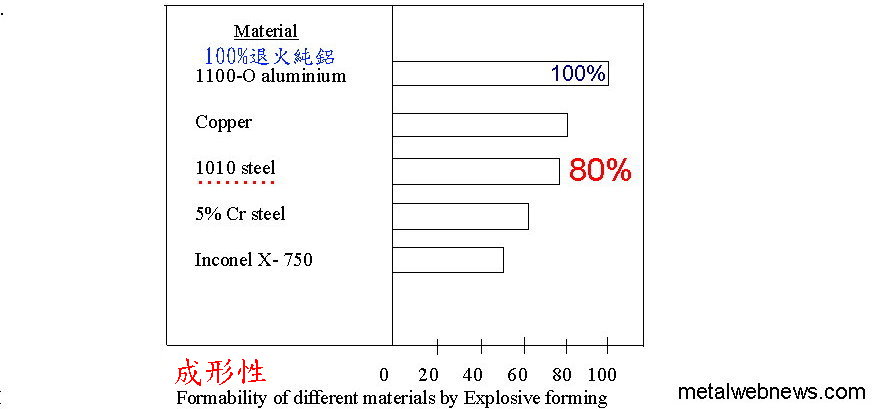
第дёҖеүҮеҪұзүҮдёӯзҡ„е·Ҙ件жқҗж–ҷдҪҝз”Ёж©ҹжў°ж§ӢйҖ з”ЁзўійӢјпјҢжҲҗеҪўжҖ§пјҲformabilityпјүиў«е®ҡзҫ©зӮәйҮ‘еұ¬жқҝйҖҡйҒҺзү№е®ҡзҡ„жҲҗеҪўе·Ҙи—қеҫһе…¶еҺҹе§ӢеҪўзӢҖи®ҠеҪўзӮәе®ҡзҫ©еҪўзӢҖиҖҢдёҚжңғеӨұж•Ҳзҡ„иғҪеҠӣгҖӮеңЁжӯЈеёёзҡ„зҲҶзӮёжҲҗеҪўж“ҚдҪңдёӯпјҢжұәе®ҡжҲҗеҪўжҖ§зҡ„е·Ҙ件йҮ‘еұ¬д№Ӣдё»иҰҒзү№еҫөжҳҜ延еұ•жҖ§е’ҢйҹҢжҖ§гҖӮжӢүдјёи©Ұй©—зҡ„дјёй•·зҺҮеүҮжҳҜпјҡеҺҹй•·LoпјҢ и©ҰжЎҝз ҙж–·еҫҢе°ҮпҘёж–·еҸЈжҺҘеҗҲпјҢпҘҫеҸ–зҡ„й•·еәҰзӮәLfпјҢеүҮдјёй•·пҘЎпјқпјҲLf-Loпјү/LoпјҢжүҖеҫ—д№ӢеҖјд»ҘзҷҫеҲҶпҘЎиЎЁзӨәпјҢзЁұзӮәдјёй•·пҘЎ гҖӮдёӢиЎЁйЎҜзӨәдәҶдёҖдәӣйҮ‘еұ¬зҡ„жҲҗеҪўжҖ§жҜ”ијғпјҢд»ҘйҖҖзҒ«зҙ”йӢҒзӮәеҹәзӨҺгҖӮиӢҘжҳҜдҪҝз”Ё AISI-1010В дҪҺзўійӢјпјҲзўі0.08-0.13%пјҢйҢі0.3-0.6%пјүпјҢд»ҘдёҚи¶…йҒҺжӢүдјёи©Ұй©—жңҖеӨ§дјёй•·зҺҮзҡ„80пј…зӮәйҷҗгҖӮ
1933 е№ҙпјҢLev Yutkin еңЁдёҖж¬Ўж°ҙдёӯж”ҫйӣ»еҜҰй©—дёӯпјҢд»–зҷјзҸҫдәҶйӣ»еӢ•ж¶ІеЈ“ж•ҲжҮүпјҲelectrohydraulic effectпјүгҖӮжөёе…Ҙж°ҙдёӯзҡ„йӣ»жҘөй–“д№Ӣй«ҳеЈ“ж”ҫйӣ»жүҖз”ўз”ҹзҡ„иЎқж“ҠжіўпјҢз”ўз”ҹй«ҳйҒ” 3В kilobar зҡ„еЈ“еҠӣпјҲ2960 atmпјүпјҢеҜҰй©—зҡ„йҡ”жқҝйҡЁи‘—еҷҙжіүзҡ„йЈӣжҝәиҖҢиЈӮй–ӢгҖӮ
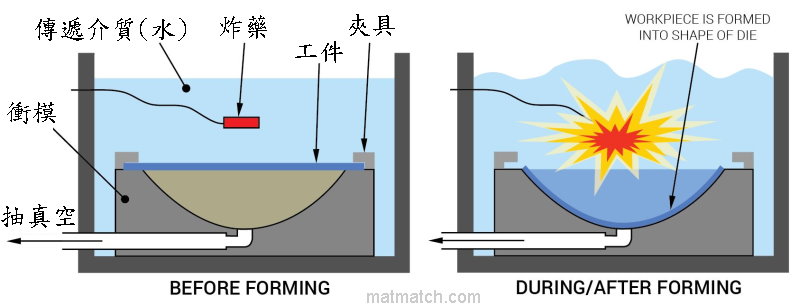
зҲҶзӮёжҲҗеҪўпјҲExplosive forming пјүжңүжҷӮзЁұзӮәзҲҶзӮёж¶ІеЈ“жҲҗеҪўпјҲElectrohydraulic formingпјүпјҢжҳҜе°Үе·Ҙ件е’ҢзӮёи—Ҙж”ҫе…Ҙж°ҙз®ұдёӯпјҢ當зӮёи—Ҙеј•зҲҶеҫҢпјҢжңғз”ўз”ҹй«ҳеј·еәҰзҡ„еЈ“еҠӣи„ҲиЎқгҖӮйӮ„жңғз”ўз”ҹдёҖеҖӢж°ЈжіЎпјҢи©Іж°ЈжіЎе‘ҲзҗғеҪўиҶЁи„№пјҢ然еҫҢеЎҢйҷ·пјҢзӣҙеҲ°еңЁж°ҙйқўдёҠжҺ’еҮәгҖӮ當壓еҠӣи„ҲиЎқж’һж“Ҡе·Ҙ件жҷӮпјҢиҝ«дҪҝе·Ҙ件жқҗж–ҷйҖІе…ҘжЁЎи…”пјҢеҫһиҖҢе‘ҲзҸҫе…¶еҪўзӢҖгҖӮ”з„ЎжЁЎж¶ІеЈ“жҲҗеҪў”еүҮеҸҜе°ҮеҜҶй–үеӨ–ж®јеҪўеЎ‘жҲҗең“зҗғзӯүзҗғйЎһж®јй«”гҖӮ

д»ҘдёӢеҪұзүҮеүҮжҳҜдҪҝз”ЁжЁЎе…·жүҖйҖІиЎҢзҡ„зҲҶзӮёжҲҗеҪў
дёӢеүҮеҪұзүҮеүҮжҳҜдҪҝз”Ёж¶ІеЈ“жіөдҫҶжіЁе…Ҙй«ҳеЈ“ж°ҙпјҢе·ҘжҘӯдёҠеёёдҪҝз”Ёж°ҙ當еӮійҒһд»ӢиіӘпјҢз”ұж–јж°ҙзҡ„дёҚеҸҜеЈ“зё®жҖ§пјҢеҸҜи—үз”ұеё•ж–ҜеҚЎеҺҹзҗҶе°ҮеЈ“еҠӣеӮіжҠөе®№еҷЁе…§еҗ„йғЁдҪҚпјҢ經з”ұжҺ§еҲ¶жөҒйҮҸиҲҮеЈ“еҠӣеҚіеҸҜеҪўжҲҗжүҖйңҖзҡ„еҪўзӢҖгҖӮ
еҸҰеӨ–пјҢеңЁйӢјз“¶зҡ„ж°ҙеЈ“жё¬и©ҰдёӯпјҢд№ҹеҸҜи—үз”ұж¶ІеЈ“жіөе°ҮеЈ“еҠӣеӮіжҠөе®№еҷЁе…§еҗ„йғЁдҪҚпјҢйҡЁеҫҢеҒөжё¬еЈ“еҠӣеҖјзҡ„дёӢйҷҚйҮҸиҲҮиЈңж°ҙйҮҸдҫҶеҫ—зҹҘж°ёд№…иҶЁи„№зҺҮгҖӮиӢҘж°ёд№…иҶЁи„№зҺҮи¶…йҒҺйӢјз“¶е®№з©Қзҡ„6пј…пјҢеүҮе»әиӯ°йҖҒжӘўе» е•ҶжҮүж·ҳжұ°е ұе»ўи©ІйӢјз“¶пјҢдёҰдёҚдәҲеҘ—дёҠ еҗҲж јиӯҳеҲҘз’°гҖӮд»Ҙж°§ж°ЈйӢјз“¶зӮәдҫӢпјҢиҖҗеЈ“иғҪеҠӣжӘўжё¬еҖјзӮә22.5MpaпјҲ222 atmпјүпјҢ еёёиҰҸе……еЎ«ж°§ж°ЈжҷӮзҡ„йӢјз“¶е…§еЈ“еҠӣ12~15MpaгҖӮж°ҙеЈ“жё¬и©Ұзҡ„еҸҰдёҖеҖӢе„Әй»һпјҢжҳҜйӢјз“¶еңЁжё¬и©ҰжҷӮеҖҳиӢҘдёҚиҖҗй«ҳеЈ“иҖҢз ҙиЈӮпјҢд№ҹдёҚиҮіж–јйҖ жҲҗзўҺзүҮй«ҳйҖҹеҷҙйЈӣзҡ„еҡҙйҮҚеҫҢжһңгҖӮ
зҲҶзӮёжҲҗеҪўзҡ„е„Әй»һпјҡ
- е–®жӯҘйҒҺзЁӢжҘөеҝ«пјҲиҖҢдёҚжҳҜжјёйҖІејҸжІ–еЈ“жҲ–ж—ӢеЈ“пјүгҖӮ
- жҺ§еҲ¶ијӘе»“зҡ„е№іж»‘еәҰпјҢдҝқжҢҒзІҫзўәзҡ„е…¬е·®гҖӮ
- з„Ҡзё«ж•ёйҮҸе°‘пјҢе·Ҙ件жқҗж–ҷеҲ©з”ЁзҺҮй«ҳгҖӮ
- ијғдҪҺзҡ„жЁЎе…·жҲҗжң¬пјҢеҸӘйңҖиҰҒдёҖеҖӢе–®йқўжЁЎе…·пјҢеҫҲе®№жҳ“еҪўжҲҗеҮ№жҲ–еҮёзҡ„еҪўзӢҖгҖӮ
- иғҪеӨ йҖІиЎҢжҘөж·ұзҡ„ж·ұжІ–жҲҗеҪўпјҲйҒ йҒ и¶…йҒҺеӮізөұжІ–еЈ“зҡ„еҸҜиғҪжҖ§пјүгҖӮ
- и–„жқҗеҲҶдҪҲеқҮеӢ»пјҢеј·еәҰжӣҙй«ҳгҖӮ
- иЁӯеӮҷдҪ”ең°йқўз©Қе°ҸпјҢз„ЎйңҖж¶ІеЈ“жіөгҖӮ
- е…·жңүеӨ§е°әеҜёиғҪеҠӣпјҢе…ҒиЁұеҪўеЎ‘зҡ„жңҖеӨ§жҲӘйқўеҸҜйҒ”В ж•ёеҚҒе№іж–№е…¬е°әгҖӮ
зјәй»һпјҡ
- еғ…йҒ©з”Ёж–јдҪҺз”ўйҮҸгҖӮ
- иҷ•зҗҶзҲҶзӮёзү©й Ҳйқһеёёе°ҸеҝғдёҰеҒҡеҘҪе®үе…Ёй җйҳІжҺӘж–ҪгҖӮ